










Introducing the Signet Bolt, a product that has revolutionised pallet wrapping for Aussies with its ...
Read more

Signet has been a manufacturer of stretch film and an expert in pallet wrapping, for over 55 years. Our solutions range from Hand Wrapping to Semi and Fully Automated Pallet Wrapping. Our national team of experts have helped deliver sustainable improvements to thousands of Aussie businesses.





We've helped thousands of Aussie businesses optimise their pallet wrap consumption and ensure safe load containment practices, through our proven optimisation program and advanced knowledge of stretch films and automated solutions.
Here are some of our favourite pallet wrapping fails showing what not to do!
Blown and Cast stretch wraps are made very differently which gives each film unique properties.
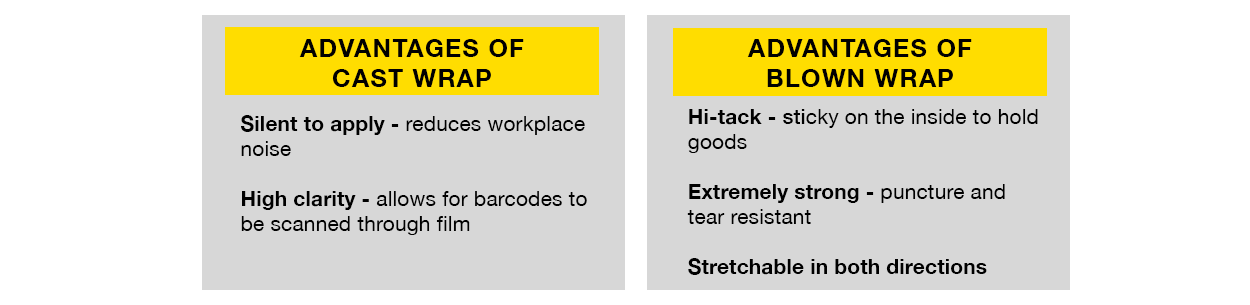
Cast Film is designed to have high clarity which is ideal for scanning barcodes through the film. It is also virtually silent to apply which helps to reduce workplace noise. Cast film is typically lighter too, which is less strenuous to operate.
Blown Film is made with enhanced durability, is stretchable in both directions (cast film can only be stretched length-ways) and is tear and puncture resistance. It is also hi-tack which helps the film to stick to the pallet of goods, or onto itself.
Aside from the two main types there are other options available. These include: Security Wrap, Coloured Wrap, Pre-stretched Wrap, Degradable Pallet Wrap, Anti-Static Wrap, Ventilated Stretch Film, and Extra Strength UV Wrap.
Most stretch films are designed to be applied by hand (except for machine film). The rolls of wrap can be used without accessories, but there are options available to make the process easier.
Roll Holders
Hand Pallet Wrappers
Pallet Wrap Machinery
High Density Polyethylene (HDPE) is a strong, high density, moderately stiff plastic. It is frequently used as a plastic for a variety of applications such as crates, homewares, toys, ropes, and sports nets.
Low Density Polyethylene (LDPE) is primarily used in film and shopping bag applications because it is flexible, and relatively transparent. Due to its “formability”, LDPE is also used to produce more rigid objects such as buckets and plastic lids.
Linear Low-Density Polyethylene (LLDPE)is like LDPE, however, is viewed as stronger and tending to have greater environmental stress-crack resistance and a higher impact strength. LLDPE is used in a variety of applications such as general-purpose film, stretch film, garment packaging and agricultural film.
Gauge is basically the thickness of the film. The official measure of thickness for stretch film is called micrometer, otherwise known UM. For example, 500mm x 375m x 25um indicates that the film is 500mm in width, 375m in length, and 25um in thickness. To find out if the thicker the film the better, click here.
Stretch film, also referred to as pallet wrap, is a type of plastic film that is highly stretchable used in the packaging and shipping of items.The purpose of stretch film or pallet wraps are the secure loads onto pallets to ensure stability during transport and storage.
One of the common myths in which people assume when buying pallet wraps are, the thicker the film, the better. This is not necessarily true. Due to the advancements in technology nowadays, thinner films today are as strong, if not stronger than the thicker films of years gone by. In some instances, down-gauging your stretch film to a thinner UM might result in improved load stability, reduced waste, cost savings, and improved safety. However, this also depends on the experience of workers applying stretch film. If this is the first time you're using and applying stretch films, it might be worth purchasing a thicker film as unskilful workers with thinner film could result in more film punctures. Find out more about the 7 common myths about stretch film here.
With a short-term view that focuses on the initial cost of an automatic or semi-automatic pallet wrapping machine, it is. However, hand wrapping is largely considered more expensive, risky and inconsistent. If your business has a high pallet output, then you should click here to find out more.
It highly depends on the application of the stretch film that you are after. For instance, if you were looking for a pallet wrap that has high tear and puncture resistance, you would go for blown wrap; whereas if you were after high clarity and do not require high tack, you would go for a cast pallet wrap. Each pallet wrap has their own advantage, hence we would encourage you to find out what the purpose is before making a decision on which pallet wrap to choose.
Load containment is the ability of the pallet wrap to unitize the load and maintain the load's integrity. For more information on the importance of load containment,click here.
While many people confuse themselves with the two terms, there is actually a major difference between shrink wrap and pallet wrap. Shrink wrap, as the name suggests, is designed to shrink and mould itself around the item. Pallet wrap on the other hand, also known as stretch film, is designed to be stretched when applied to a pallet in order to secure the load during transportation.
Our coloured pallet wraps are blown film. We have 4 main colours: white, blue, green and red. The advantage of using coloured wraps are that they allow for easy pallet identification. We also have black pallet wraps which serves as a security wrap. This is ideal when shipping valuable or confidential goods.
Benefits include reduced film cost per pallet, less film per pallet reduces waste and environmental impact, more efficient wrapping processes, decreased supply chain costs and your shipment arriving at its destination in its 'as-packed' state.
Over the last decade technology advancements in both resin and extrusion capabilities, has resulted in next-generation, high performance films with greater strength, stretch, and puncture resistance to ensure safe load containment. These advanced properties cannot be determined by simply looking at a roll of stretch film. Selecting the right wrap should start within your warehouse environment, take into consideration your load and processes, before systematically testing and trialling the wrap to determine the right film for you.
Factors to consider include the type of machine used, the types of load being wrapped, load stability, distance travelled during transit and modes of transport.
Signet offer a comprehensive range of analysis techniques for you.
The choice of film is only one factor Signet's Accredited Lean Practitioners consider when they oversee a program to optimise your Tertiary Packaging Processes. Programs includes a walk of your site to identify improvement opportunities, a planning session with your team to determine priorities before developing an agreed plan of action. Our experts analyse your machinery, materials, processes and the work environment and work with you to optimise your stretch film processes for safe and cost-effective load containment.
Signet’s structured process improvement projects have delivered significant cost savings for Australia’s largest retailers and logistics operators.
One of the biggest oversights creating unnecessary expenses is judging stretch film by the cost per roll, because not all stretch films are created equally. Make sure the stretch film rolls you are comparing have the same meterage and overall roll weight. It is also important to know the gauge (thickness) of the film. For example, a product might be called “Hand Cast Wrap 25”, but not be 25UM. The product is missing a key indicator called UM, otherwise called Micron. This is the stretch film’s official measure of thickness. We suggest always double checking with your supplier as to the exact UM of your film, so that you can measure comparable films like for like.
This is the best way to understand stretch film costs and avoid paying extra. Wrap a pallet, cut the stretch film off, bundle it into a tight ball and weigh it. With a few simple sums, you should be able to calculate how many pallets you can wrap with one roll of stretch film per week, per month, and per year.
At first glance, most stretch films look similar. Characteristics such as the film gauge, roll length, roll weight and price are often the first comparative measures of stretch film. However, it is the hidden properties of the film, for example the tensile strength, puncture and impact resistance, tack, and clarity that will ultimately determine the effectiveness of the product in maintaining the integrity of your load through the supply chain.
The varying properties of individual films mean they will each ‘behave’ differently, and these properties cannot be determined by looking at a roll or comparing the gauge, roll length or price/kg. The load, the wrapping method and the environment all help determine the film properties that will best suit your situation. For example, a pallet of bricks will require different properties to a pallet of toilet rolls or a pallet of mixed goods with a non-cubed configuration.
HACCP, or Hazard Analysis Critical Control Point, is a leading, internationally recognised preventative control system used predominantly in the food and beverage industry to prevent contamination and ensure safety. The system outlines procedures for the control of food safety in all stages of the supply chain, from ingredients, production, storage, and distribution to the final consumer. Today, it is mandatory that packaging suppliers in this industry also have all HACCP principles in place in their facilities.
Signet’s local flexibles manufacturing facility is HACCP accredited. Signet is one of only a few remaining plastic manufacturers in Australia, supplying some of the leading food producers in the country where HACCP standards and compliance are critical. Signet is proud to provide our customers with a range of the highest quality, locally manufactured HACCP accredited flexibles designed to maximise food safety and our customers’ reputation.


